
Lubritec
Your Local Partner for
Premium Heat Transfer Fluids and Industrial Performance Lubricants
What Makes Calcium Sulphonate Greases Different

Formulated with a calcium sulphonate thickener, these greases offer a high dropping point, natural extreme pressure and anti-corrosion performance with minimal additives. They provide excellent rust protection, outstanding mechanical stability, and superior resistance to water washout.
High load carrying capacity
Extended life performance
Very high drop point — typically above 300 °C
Resistance to shock load
High corrosion protection
Extreme resistance to water and even salt spray
Exceptional mechanical and thermal stability, even in the presence of water and heat
NSF H1 food-grade CaS greases with white oils or PAO and approved additives for safe food-processing use.
Calcium sulphonate greases are a premium solution for heavy-duty, wet, and corrosive environments, offering natural EP and anti-corrosion properties with minimal additive requirements.
Calcium Sulphonate Greases – Performance in Harsh Environments
Calcium sulphonate complex greases are considered one of the most advanced grease technologies for demanding operating environments. They combine high extreme pressure (EP) performance, exceptional corrosion resistance, and excellent water tolerance in a single formulation. Initially derived from overbased calcium sulphonate detergents used in marine diesel engine oils, the technology has evolved into a versatile high-performance thickener system for both industrial and marine lubrication.
The Science and Strength of Calcium Sulphonate Greases
The thickener is the performance backbone, while base oil and additive choices allow tailoring to specific temperature, load, and environmental requirements.
At the core of the formulation is the calcium sulphonate complex thickener, containing extremely fine calcium carbonate particles in a soap-like matrix. This microstructure provides inherent EP and antiwear performance without the need for large quantities of sulfur-phosphorus EP additives. As a result, these greases often have simpler chemical compositions while still delivering superior performance.
Base oil selection is critical. Conventional mineral oils (Group I or II) are used for general applications, while synthetic PAO extends high-temperature stability and service life. Synthetic esters are chosen for biodegradable products or extreme performance needs. Additives may include antioxidants for oxidative stability, tackifiers for improved adhesion, or solid lubricants such as PTFE or molybdenum disulphide for severe boundary lubrication.
Inside the Technology: Calcium Sulphonate Greases
Calcium sulphonate greases deliver unmatched corrosion resistance, very high load capacity, and non-melting temperature capability for long-lasting protection.
Calcium sulphonate greases are produced by preparing a high Total Base Number - TBN (mg KOH/g) overbased calcium sulphonate, dispersing it into base oil under controlled heat, and forming a stable nanostructured gel that reinforces the grease for high load-carrying capacity (EP) and mechanical stability. This structure maintains consistency under high shear, resists oil separation, and performs even in water-saturated conditions. For industrial and marine grades, TBN is typically 250–400 mg KOH/g to ensure corrosion protection in harsh environments, while food-grade variants use a lower TBN of ~100–200 mg KOH/g to meet additive restrictions without sacrificing performance.
Performance Characteristics that Set Calcium Sulphonate Greases Apart
Very high drop point — typically above 300 °C, far exceeding lithium and lithium complex greases.
Wide temperature range — continuous operation from approximately −30 °C to +180 °C, with short-term peaks up to 200–220 °C when blended with high-stability synthetic base oils.
Exceptional load-carrying capacity — Four-ball EP weld loads often exceed 400 kg, indicating strong extreme pressure performance without heavy EP additive packages.
Outstanding water washout resistance — retains consistency and film strength in both fresh and saltwater exposure.
Superior corrosion protection — passes stringent ASTM D1743 and EMCOR tests, proven for marine and chemical plant applications.
Natural EP and anti-wear properties — provided by the calcium carbonate nanostructure, reducing the need for supplemental additives.
Excellent mechanical stability — resists softening under prolonged shear or vibration.
Compatibility with multiple base oils — performs well in mineral, semi-synthetic, and fully synthetic (PAO, ester) formulations.
Extended lubrication intervals — longer service life reduces maintenance frequency and lubricant consumption.
Reduced additive dependency — stable performance even with minimal additive content, improving thermal and oxidative stability.
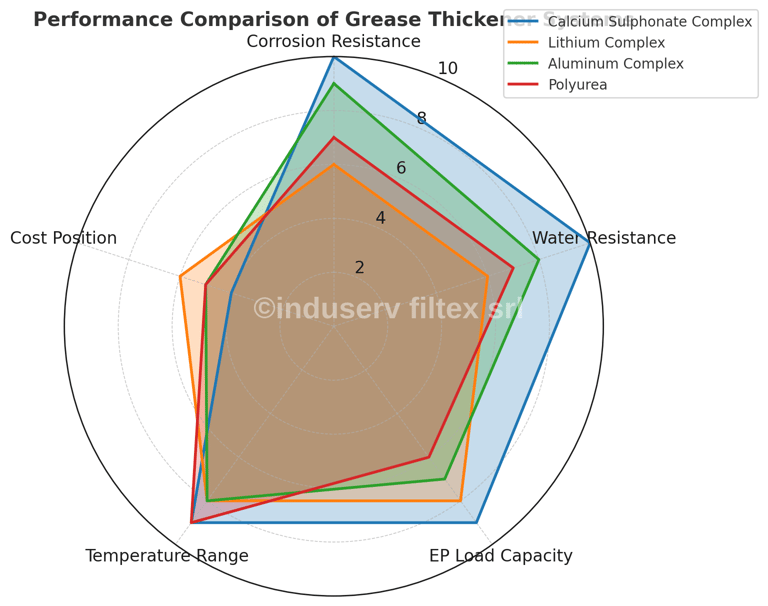
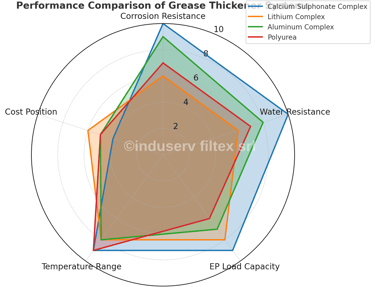
A Closer Look at Calcium Sulphonate Greases: Comparison with Other Thickener Systems
Calcium sulphonate greases consistently outperform lithium-based greases in corrosion and water resistance, often surpass aluminium complex greases in load capacity, and provide better EP performance than polyurea in most heavy-duty and marine environments. Their technical advantages come at a higher cost, with some consideration needed for pumpability and compatibility in conversions.
When compared to lithium greases, calcium sulphonate greases deliver far superior corrosion resistance, water tolerance, and extreme pressure performance. Lithium complex greases extend the operating temperature range but still lag in saltwater resistance and long-term mechanical stability.
Aluminium complex greases can match or even exceed corrosion protection in some cases and offer good water resistance, but they generally fall short of calcium sulphonate in extreme pressure capability and EP test performance.
Polyurea greases are valued for their excellent high-temperature oxidation stability, long bearing life, and good low-noise performance, making them common in electric motors and sealed-for-life applications. However, they typically provide less inherent EP and corrosion protection than calcium sulphonate greases, and water washout resistance is often weaker.
Other thickener systems such as simple calcium, sodium, or clay-based greases may excel in specific niches (e.g., very high-temperature clay greases, or cost-effective calcium greases for basic protection), but they cannot match calcium sulphonate greases for the combined package of EP performance, corrosion resistance, and water stability.
Calcium Sulphonate Greases at a Glance
In the food, beverage, pharmaceutical, and cosmetic industries, lubricants used in processing equipment must meet strict hygiene and safety standards. These lubricants are specially formulated to reduce risks of contamination while maintaining machinery efficiency, corrosion protection, and reliability.
Limitations & Key Considerations for Calcium Sulphonate Greases
Calcium sulphonate greases, while offering superior performance in extreme pressure and corrosion resistance applications, present several important limitations and considerations that must be addressed.
Cost: Calcium sulphonate greases are significantly more expensive than conventional lithium or aluminum complex greases due to the use of specialized thickeners, high-performance additives, and sometimes premium base oils required for their formulation. Budget considerations are critical, especially for large-scale or continuous-use applications.
Low-Temperature Pumpability: Depending on the viscosity grade, calcium sulphonate greases may exhibit reduced pumpability at low temperatures. This can impact cold-start performance or applications where lubricant flow is essential under sub-zero conditions. Selecting an appropriate viscosity and considering auxiliary heating or pre-lubrication strategies may be necessary.
Compatibility: Mixing calcium sulphonate greases with other soap-based greases (e.g., lithium, aluminum, or lithium complex) can lead to incompatibility issues, including changes in consistency, reduction of performance, or even grease separation. Careful evaluation and avoidance of cross-contamination are essential to maintain lubrication reliability.
NSF H1 / Food-Grade Compliance: For food-processing applications requiring NSF H1 certification, calcium sulphonate greases must be formulated with specialized base oils and undergo regulatory approvals. This restricts their availability and may further increase costs, necessitating careful sourcing and verification of compliance.
Why Choose Calcium Sulphonate Greases – Customer Benefits & Key Features
Calcium sulphonate greases provide a premium lubrication solution for demanding industrial, marine, and food-processing environments, offering a combination of technical excellence, operational reliability, and long-term cost efficiency.
Extended Equipment Life & Reduced Maintenance: With superior mechanical stability, exceptional load-carrying capacity, and natural extreme pressure (EP) properties, these greases minimize wear and reduce the frequency of maintenance, lowering overall lifecycle costs. Their robust nanostructured calcium sulphonate matrix maintains consistency under high shear, vibration, and water exposure, ensuring reliable protection in harsh conditions.
Outstanding Corrosion & Water Resistance: Calcium sulphonate greases excel in both fresh and saltwater environments, delivering exceptional corrosion protection and water washout resistance. Their high Total Base Number (TBN) and inherent anti-corrosion properties protect metal surfaces, making them ideal for marine, chemical, and wet industrial applications.
High Thermal & Mechanical Stability: These greases maintain performance across a wide temperature range (typically −30 °C to +180 °C, with short peaks up to 220 °C in synthetic formulations) and resist softening under prolonged shear. The high dropping point (>300 °C) ensures non-melting behavior even under extreme heat, reducing the risk of lubricant failure.
Extended Lubrication Intervals: By combining natural EP and anti-wear properties with excellent oxidative stability, calcium sulphonate greases allow longer relubrication periods, reducing downtime and simplifying maintenance schedules.
Food-Grade Safety (NSF H1 Compliant): Formulations using white oils or PAO with approved additives meet NSF H1 requirements, allowing safe application in food-processing machinery while maintaining the high-performance characteristics of the base calcium sulphonate grease.
Reduced Additive Dependency & Simplified Chemistry: The calcium carbonate nanostructure provides inherent EP and anti-wear performance, reducing the need for heavy sulfur-phosphorus additives. This leads to simpler, more thermally stable formulations with consistent performance.
Compatibility Across Base Oils: These greases can be formulated with mineral, semi-synthetic, or fully synthetic base oils (PAO, ester), allowing tailoring for temperature, load, or environmental requirements, including biodegradable or high-temperature applications.
Superior Performance vs. Conventional Greases: Compared to lithium, lithium complex, aluminum complex, and polyurea greases, calcium sulphonate greases deliver a balanced combination of high load capacity, corrosion resistance, water tolerance, and thermal stability, making them particularly suited for heavy-duty, wet, and corrosive environments where other greases may fall short.
In summary, calcium sulphonate greases offer technical superiority, extended equipment protection, operational efficiency, and safe food-grade compliance, making them an ideal choice for industries that demand reliable lubrication under extreme pressures, water exposure, and challenging environmental conditions.
Maintain Brand Reputation and Consumer Trust
Contamination incidents—even accidental ones—can lead to product recalls, damage to brand image, and loss of consumer trust. Lubricants certified for food safety help minimize these risks by offering proven formulation integrity and hygienic production practices.
Reduce Contamination Risks in HACCP-Driven Facilities
Modern production facilities operate under HACCP (Hazard Analysis and Critical Control Points) principles. Using food-grade lubricants is a critical component of this system, helping identify and control potential contamination hazards in lubrication points.
If you require further information or assistance in selecting the appropriate lubricant for your specific application, please feel free to ask.
Your solution is just one step ahead—let’s take it together.
Get in touch with us today.


Lubritec’s solutions are engineered to minimize decomposition, enhancing system reliability and efficiency while reducing operational costs. Our heat transfer fluids are regularly analyzed to ensure optimal performance and extended lifecycles, tailored to specific application needs. We offer solutions for various system types, including:
Pressureless systems
Pressurized systems
Refrigeration and cooling systems (non-water-based)
Food industry applications
Our heat transfer fluids cater to a wide range of temperature requirements, including:
High temperature range: up to 400°C
High temperature range (pressureless): up to 355°C
Medium temperature range: from -30°C to 330°C
Heating and cooling media: from -85°C to 360°C
Low temperature range: down to -110°C
Vapour phase: from 181°C to 400°C
These solutions are carefully selected to meet the demands of each application area, ensuring efficiency and long-lasting performance.
Additional Products for Heat Transfer Fluid Systems
In addition to our high-performance heat transfer fluids, Lubritec also offers a comprehensive range of complementary products designed to optimize the efficiency and reliability of your thermal systems. Our selection includes:
Thermal Oil Pumps: Engineered for reliable circulation of heat transfer fluids, these pumps are built to withstand high temperatures and ensure smooth operation within your system.
Gear Pumps for Thermal Oils: Specifically designed for handling viscous thermal oils, our gear pumps ensure efficient flow and minimal wear, even under demanding conditions.
Valves: We provide a variety of valves suitable for controlling and regulating the flow of heat transfer fluids in your system, enhancing performance and safety.
Strainers: Essential for maintaining the cleanliness of heat transfer fluids, our strainers effectively remove debris and contaminants, ensuring optimal fluid flow and preventing system damage.
These additional components are carefully selected to work seamlessly with our heat transfer fluids, providing you with a complete, integrated solution for maintaining the reliability and efficiency of your thermal systems.
Calitate
Furnizor de încredere de lubrifianți industriali, Lubritec oferă produse de înaltă calitate, provenite de la producători consacrați și testate pentru performanță și fiabilitate în cele mai exigente aplicații industriale.
© 2017 - 2026. All rights reserved.
iNDUSERV FiLTEX srl
Mon-Fri 8:30am - 18:00pm
Soluții de lubrifiere care sporesc eficiența, reduc întreținerea și prelungesc durata de viață a echipamentelor în aplicații solicitante.
Dezvoltare durabilă
Tehnologie inovatoare
Procese de fabricație moderne și îmbunătățiri continue ale produselor în sectorul lubrifianților, inclusiv nano-lubrifianți, sisteme inteligente, opțiuni pe bază biologică, sintetice de înaltă performanță și soluții automatizate





