
Lubritec
Your Local Partner for
Premium Heat Transfer Fluids and Industrial Performance Lubricants
Selecting the Right Food-grade lubricants
Food-grade lubricants are not just technical solutions—they are strategic enablers that support safety, regulatory compliance, efficiency, and brand integrity across all stages of the production chain.
Ensure regulatory compliance (FDA, EU, USDA)
Support global trade and exports
Maintain brand reputation and consumer trust
Reduce contamination risks in HACCP-driven facilities
Enable operations in Kosher and Halal-certified production lines
In the food, beverage, pharmaceutical, and cosmetic industries, lubricants used in processing equipment must meet strict hygiene and safety standards. These lubricants are specially formulated to reduce risks of contamination while maintaining machinery efficiency, corrosion protection, and reliability.
Lubritec – Food-Grade Lubricant Classifications and Certifications
Lubricants used in food, beverage, pharmaceutical, and cosmetic industries must comply with stringent hygiene and safety standards. Lubritec provides a full range of lubricants developed for hygienic applications, each meeting relevant international regulations.
NSF Classification System
NSF H1 – Incidental Food Contact
Lubricants that may come into incidental contact with food (up to 10 ppm). Commonly used on bearings, chains, conveyors, and gearboxes in food processing equipment. All ingredients must comply with FDA CFR Title 21 §178.3570.
NSF H2 – No Food Contact
Lubricants used in locations where there is no possibility of contact with food. These products are not required to meet food-grade formulation criteria but must ensure safe industrial performance.
NSF 3H – Direct Food Contact
Lubricants and release agents used on surfaces in direct contact with food (such as grills or baking pans). Composed exclusively of food-grade ingredients.
NSF HT1 – Incidental Contact Heat Transfer Fluids
Heat transfer fluids that may be used in systems where incidental food contact is possible. These fluids must be formulated only with ingredients approved for incidental food contact and are typically used in indirect heating applications in food manufacturing environments.
Other NSF Categories
A1: General-purpose cleaners for food environments
K1/K2: Solvents for use on equipment not in operation or away from food contact areas
ISO 21469 Certification
ISO 21469 addresses the hygienic requirements for lubricants used in sensitive areas, covering the entire production and handling process. It builds on the H1 requirements by verifying cleanliness, traceability, and manufacturing practices.
Key features of ISO 21469:
Ingredient safety and traceability
Production process control and hygiene audits
Risk analysis and contamination prevention
Packaging, labeling, and documentation standards
Annual independent audits for compliance
Lubricants certified to ISO 21469 provide an enhanced level of safety assurance, particularly for HACCP-compliant food and pharma environments.
Kosher Certification
Kosher certification confirms that lubricants are suitable for use in facilities producing food in accordance with Jewish dietary laws. Though not consumed, the lubricants must not compromise Kosher status during food processing.
Requirements include:
No use of animal-derived or non-Kosher substances
Strict ingredient and supply chain control
Regular facility audits by certified Kosher authorities
Commonly used in Kosher-certified food production such as dairy, meat, and bakery operations.
Halal Certification
Halal-certified lubricants meet the requirements of Islamic dietary and purity laws. They must be free from prohibited ingredients and manufactured in a manner that prevents cross-contamination with non-Halal substances.
Requirements include:
No alcohol, pork, or animal fats
Certified ingredient sourcing
Dedicated or validated clean production lines
Certification by a recognized Halal authority
Widely required in food and beverage processing for markets in Muslim-majority regions.
Summary Table

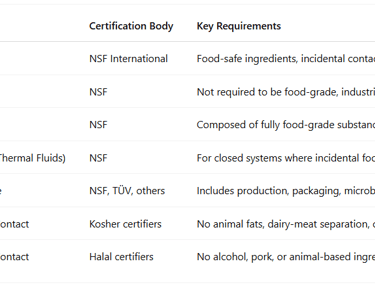
In the food, beverage, pharmaceutical, and cosmetic industries, lubricants used in processing equipment must meet strict hygiene and safety standards. These lubricants are specially formulated to reduce risks of contamination while maintaining machinery efficiency, corrosion protection, and reliability.
Why Choose Food-Grade Lubricants in Hygienic and Regulated Industries
In industries where consumer safety and product purity are paramount, the use of food-grade lubricants is not just a recommendation—it’s a necessity. These specially formulated products ensure that equipment used in food processing, packaging, and related applications can operate reliably without risking product contamination or regulatory non-compliance.
Ensure Regulatory Compliance
Certified food-grade lubricants are formulated in accordance with international food safety standards, such as:
FDA (U.S. Food and Drug Administration) CFR Title 21 §178.3570 for incidental food contact
NSF (National Sanitation Foundation) H1, HT1, and 3H registrations
EU (European Union) food hygiene regulations
USDA (United States Department of Agriculture) historical guidelines (now referenced via NSF)
Using certified products ensures that manufacturers meet the legal requirements for food safety in their respective jurisdictions.
Support Global Trade and Exports
With increasing international oversight, especially in the food and beverage supply chain, using lubricants that comply with globally recognized standards such as NSF International, ISO 21469, Kosher, and Halal facilitates cross-border business, audits, and certifications. This reduces trade barriers and strengthens export capabilities.
Maintain Brand Reputation and Consumer Trust
Contamination incidents—even accidental ones—can lead to product recalls, damage to brand image, and loss of consumer trust. Lubricants certified for food safety help minimize these risks by offering proven formulation integrity and hygienic production practices.
Reduce Contamination Risks in HACCP-Driven Facilities
Modern production facilities operate under HACCP (Hazard Analysis and Critical Control Points) principles. Using food-grade lubricants is a critical component of this system, helping identify and control potential contamination hazards in lubrication points.
Enable Operations in Kosher and Halal-Certified Production Lines
Food-grade lubricants that are Kosher and Halal certified ensure they are free from animal-derived ingredients, alcohols, or other restricted substances. This allows manufacturers to operate multi-purpose or religiously compliant production lines, expanding their reach to specific consumer groups without compromising operational integrity.
Improve Equipment Reliability and Reduce Downtime
High-quality food-grade lubricants offer excellent resistance to thermal degradation, washout, and corrosion. This helps reduce maintenance frequency, extend the lifespan of machinery, and prevent unscheduled downtime—without sacrificing compliance.
Enhance Operational Hygiene and Audit Readiness
Using products that are NSF H1 or HT1 registered and ISO 21469 certified demonstrates a proactive commitment to hygiene and audit readiness. It streamlines third-party inspections and simplifies documentation during safety audits and customer quality assessments.
Lubritec’s solutions are engineered to minimize decomposition, enhancing system reliability and efficiency while reducing operational costs. Our heat transfer fluids are regularly analyzed to ensure optimal performance and extended lifecycles, tailored to specific application needs. We offer solutions for various system types, including:
Pressureless systems
Pressurized systems
Refrigeration and cooling systems (non-water-based)
Food industry applications
Our heat transfer fluids cater to a wide range of temperature requirements, including:
High temperature range: up to 400°C
High temperature range (pressureless): up to 355°C
Medium temperature range: from -30°C to 330°C
Heating and cooling media: from -85°C to 360°C
Low temperature range: down to -110°C
Vapour phase: from 181°C to 400°C
These solutions are carefully selected to meet the demands of each application area, ensuring efficiency and long-lasting performance.
Additional Products for Heat Transfer Fluid Systems
In addition to our high-performance heat transfer fluids, Lubritec also offers a comprehensive range of complementary products designed to optimize the efficiency and reliability of your thermal systems. Our selection includes:
Thermal Oil Pumps: Engineered for reliable circulation of heat transfer fluids, these pumps are built to withstand high temperatures and ensure smooth operation within your system.
Gear Pumps for Thermal Oils: Specifically designed for handling viscous thermal oils, our gear pumps ensure efficient flow and minimal wear, even under demanding conditions.
Valves: We provide a variety of valves suitable for controlling and regulating the flow of heat transfer fluids in your system, enhancing performance and safety.
Strainers: Essential for maintaining the cleanliness of heat transfer fluids, our strainers effectively remove debris and contaminants, ensuring optimal fluid flow and preventing system damage.
These additional components are carefully selected to work seamlessly with our heat transfer fluids, providing you with a complete, integrated solution for maintaining the reliability and efficiency of your thermal systems.
Calitate
Furnizor de încredere de lubrifianți industriali, Lubritec oferă produse de înaltă calitate, provenite de la producători consacrați și testate pentru performanță și fiabilitate în cele mai exigente aplicații industriale.
© 2017 - 2026. All rights reserved.
iNDUSERV FiLTEX srl
Mon-Fri 8:30am - 18:00pm
Soluții de lubrifiere care sporesc eficiența, reduc întreținerea și prelungesc durata de viață a echipamentelor în aplicații solicitante.
Dezvoltare durabilă
Tehnologie inovatoare
Procese de fabricație moderne și îmbunătățiri continue ale produselor în sectorul lubrifianților, inclusiv nano-lubrifianți, sisteme inteligente, opțiuni pe bază biologică, sintetice de înaltă performanță și soluții automatizate





